Traverse Drive Unit Selection for a Winding System
The right traverse drive unit is important to the efficiency and cost-effectiveness of the spooling process.
By Robert J. Eisele,
Director of Marketing Communications, Amacoil, Inc.
Cable, tubing, plastic tear tapes–these are examples of products which are often spooled during manufacturing or in the slitting/rewinding process. Converters usually make these types of products in a range of finished-spool diameters. A spooling or winding assembly is used to wrap the material around the spool for final distribution.
In a winding assembly, the “traverse drive” is the linear drive, which guides the material being spooled back-and-forth across the take-up spool core. Selecting the right traverse is important to the efficiency and cost-effectiveness of the spooling and rewinding process.
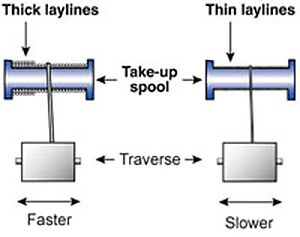
The traverse drive must move a precise linear distance with each revolution of the take-up spool in order to lay the material in evenly spaced “laylines.” This linear distance is referred to as the “pitch” of the traverse. Some traverse systems have a fixed pitch, such as screw-based systems. Others offer variable pitch, such as rolling-ring drive systems.
And here’s the pitch
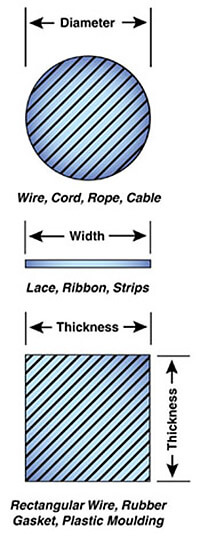
Regardless of what type of traverse drive unit is used, the pitch required to wind a specific material is determined by the diameter, or width, of the material. For example, if 1/8-in.-wide plastic tear tape is being spooled, the traverse pitch must be 1/8 in.–it must move 1/8 in. with each revolution of the spool to place laylines next to each other on the spool core. If 1/4-in. tubing is being spooled using the same assembly, and the spool is rotating at the same rate, the traverse must move twice as far; the pitch would then be 1/4 in. (See Figure 1).
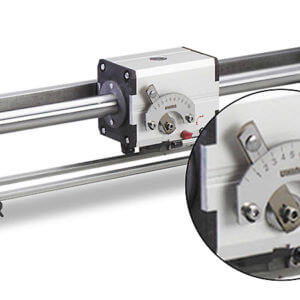
It is important to begin traverse drive selection by considering the maximum pitch that will be required (See Figure 2). This assures the winding assembly will handle the thickest material being spooled. Thinner materials may then be spooled using the same system by turning down the pitch, on a variable-pitch traverse (See Figure 3), or by changing gear ratios if the traverse system has a fixed pitch.
If the traverse is not selected based on the pitch requirement for the thickest material to be wound, it is possible that the winding system will have a limited range of application. Using the example above, if the traverse has sufficient pitch capability for only the 1/8-in. material, then a second winding system must be developed for the 1/4-in. material. Instead of optimizing a single system for both materials, the converter must expend additional resources to develop a second spooling system.
Know pitch vs. speed
A distinction should be made between the traverse pitch and linear speed. Pitch is expressed as distance, and speed is expressed as distance per unit of time. The traverse pitch may remain the same even if the linear speed changes. It is a common requirement in level winding processes that this be the case.
This raises another important consideration for traverse drive selection. How should the traverse linear movement be synchronized with the changing rotational speed of the spool? At the beginning of the spooling process, the take-up spool is rotating at its fastest rate.
As the spool fills up, however, the material being spooled is traveling around an ever-increasing circumference as it is wrapped onto the spool core. Assuming a constant production rate, the take-up spool motor must slow down to allow the material to travel around the extra distance.
As the spool rotation-speed decreases, the traverse linear pitch must remain constant for a specific width of material being wound. The linear pitch of the traverse must be continually synchronized with the rotational speed of the spool. There are a number of technologies by which this can be accomplished.
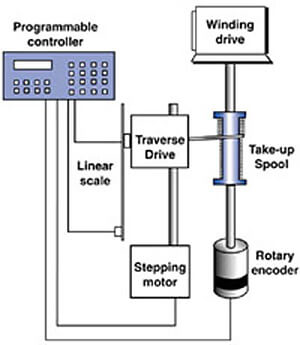
If the winding system controls are PLC-based (See Figure 4), the system is readily programmed to synchronize pitch with spool rotation. Such a system uses readings from two encoders. One is a rotary encoder located on the take-up spool motor. The other encoder monitors the position of the traverse-drive head. The PLC compares the positional data from the two encoders and regulates the traverse- and sppol-drive motors accordingly.
When PLCs are required
If the spooling process involves intricate take-up patterns, or if there are other requirements for high accuracy movement of the traverse guide, a PLC-controlled system is required. However, the cost of such systems sometimes makes them impractical. Controllers and stepper motors are also used to effectively coordinate electronic gear ratios in a spooling system. Other set-ups may require manually changing gearhead assemblies.
For basic winding, where the traverse drive unit is performing a simple back-and-forth motion, sophisticated components and electronics are not needed to achieve a smooth, even wind. Designing a winding system without motion controllers, stepper motors, or other components, requires a variable-pitch, traverse-drive unit (See Figure 5).

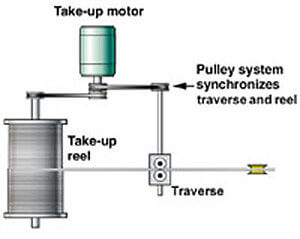
A variable-pitch control on the traverse drive makes it possible to change pitch independently of the take-up motor or other controls. Once the pitch is set, it remains constant even if the take-up motor speed changes. Synchronizing the pitch with the take-up motor rotational speed is automatically accomplished via a pulley system (See Figure 6), which links the traverse-drive shaft to the take-up motor. As the take-up motor speed changes, the proportional change in speed is transferred to the traverse–yet the pitch remains the same.